Какво е заваряване с аргон: как да го използвате правилно, инструкции стъпка по стъпка
Заваряването с аргон е един от видовете електродъгови методи за свързване на метали.Дъгата се запалва в сфера от неактивен газ с помощта на волфрамов електрод. В същото време ръбовете на заварените части се стопяват, надеждно се свързват в едно цяло.
Съдържанието на статията:
Заваряване с аргон - характеристики и описание
Характерна особеност на заваряването с аргон може да се счита за успешната комбинация от електрически и газови принципи на заваряване. Тази техника на заваряване създава заварки с отлично качество. Те се шлифоват внимателно и в края на целия работен цикъл фугите са абсолютно невидими.

Основният фактор в процеса е електрическата дъга. Тук се извършва преходът на електрическа енергия в топлинна енергия. Висок термичен праг стопява метала в точката на заваряване. Ако движите дъгата гладко, получавате сливане на материала и надеждна връзка на детайлите. Чрез преместване на електрода се регулират параметрите на заваръчната вана, регулират се скоростта на заваряване, степента на проникване, качеството и ширината на шева.
За запълване на празнините и заваряване на високо метално зърно върху шева се използва тел за пълнене. Той трябва да бъде идентичен по състав с материала, който се заварява. Пълнежната тел се подава ръчно до точката на топене.
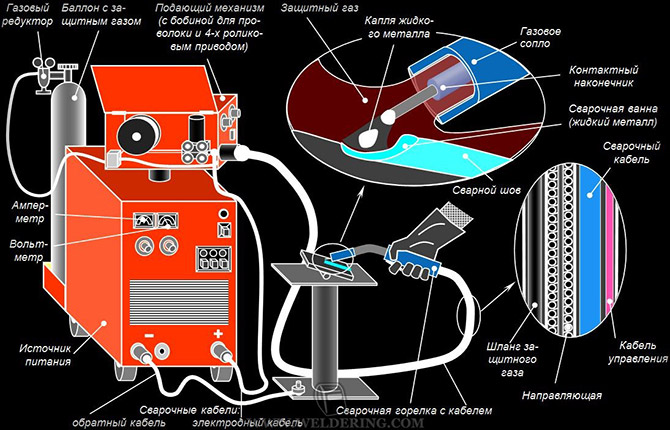
Източникът на захранващ ток е устройство от инверторен тип с управление, система за подаване на неутрален газ и конектори, към които е свързана горелката. Токът може да варира, да бъде постоянен или променлив.
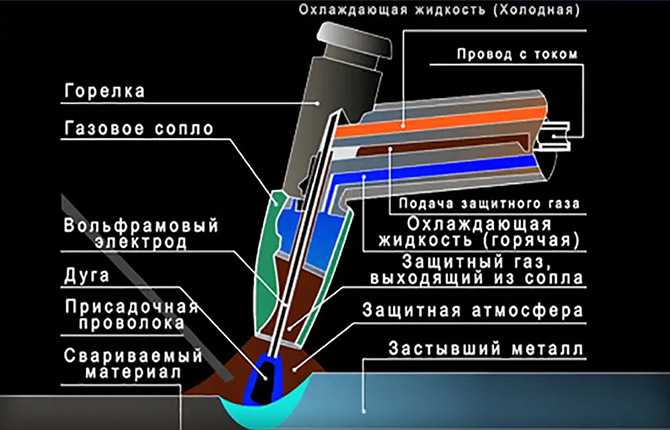
Когато аргоновият заваръчен агрегат работи, инертен газ аргон се подава през дюзата на инструмента в зоната на дъгата. Той „измества“ атмосферния въздух, включително кислород и азот, от заваръчната вана. По този начин металните шевове са надеждно защитени по време на заваряване. Основата на дъгата, неконсумируем волфрамов електрод, също е защитена. Ако заваряването се извършва без инертен газ, волфрамът е изложен на агресивното въздействие на кислорода и се разрушава.
Атмосферният въздух влияе отрицателно върху качеството на заваръчния процес. Инертният газ се използва за защита на зоната на синтез от атмосферния кислород. В обичайната практика това е аргон. За тази цел може да се използва хелий, но цената му е много по-висока. Ниската цена на аргона се обяснява с факта, че той е само страничен продукт от процеса на промишлено разделяне на въздуха на кислород и азот.
Предимства на заваряването с аргонова дъга:
- Естетичен, високоякостен шев.
- Не са необходими флюси или покрития на електроди.
- Работете с части от всякакъв размер.
- Възможност за заваряване на метал върху повредени части на части за възстановяването им.
- Свързване на трудно заваряеми метали (титан, чугун, алуминий и други).
- Минимум отделяни аерозоли в сравнение с други видове заваряване.
- Ръбът на метала, изрязан "в аргон", има идеална геометрия, върху него не се образуват оксидни и нитридни филми.
- Аргонният метод ви позволява да свързвате тънки слоеве метал и да извършвате специални заваръчни операции.
Недостатъците включват факта, че заваряването на метал с аргон е по-бавно, отколкото при други заваръчни машини и методи.
Работата с аргон представлява опасност за човешкото здраве.Вдишаният газ аргон причинява замаяност, може да доведе до гадене, повръщане, загуба на съзнание и дори смърт. Работещите с аргоново заваряване често изпитват главоболие, шум в ушите, умора, смущения в храносмилателния тракт и проблеми с дишането.
Заварчикът рискува да развие алуминоза, необратима белодробна патология, тъй като е изложен на отрицателните ефекти на озон, радиоактивност и азотни оксиди.
Класификация на заваряване с аргон
Технологията за заваряване с аргон се класифицира според отделните функционални принципи:
- Ръчен метод. Манипулациите на горелката, дъговата горелка и добавката се извършват ръчно от заварчик. Неговият опит и квалификация определят темпото на процеса и параметрите на заваръчните шевове.

- Полуавтоматичен. Оборудването има функция за подаване на филерна тел. Инсталацията е оборудвана с механизъм за подаване на тел. Заварчикът работи само с аргонова горелка, оставяйки едната си ръка свободна. Може да се използва за задържане или разгъване на детайли. Методът е по-продуктивен от ръчния, но квалификацията на заварчика е много важна.
- Автоматичен. Подаването на телта и движението на каретката с горелката става автоматично, без участието на работник. Предимството е гладките, висококачествени заварки. Функциите на оператора са да контролира и правилно да задава параметрите - дълбочината на необходимото проникване, оптималната скорост на движение на каретката и др.

В допълнение, заваряването с аргон се различава от действителния процес - дали се използва тел за пълнене или не.
Без добавка можете да заварявате тънък метал (до 2 mm), с плътен натиск - не трябва да има празнини по шева. След това ръбовете се разтопяват с електрод и този метал е достатъчен за съединяване на детайлите.Резултатът е запечатан, тънък, гладък, огледален шев без „люспи“.
Готвенето с тел за пълнене отнема повече време. Типът заварка е „люспест“, а броят на слоевете люспи зависи пряко от ритъма на подаване на добавка към заваръчната вана. Празнините и пространствата между частите с ширина до 5 мм се стопяват качествено, а изпъкналостите се сливат за жлебове. Методът на пълнене се използва за аргоново заваряване на метали с дебелина 3 mm.
Неотдавна се появи друга иновативна технология за заваряване с аргонова дъга - роботизирана. Неговата особеност е, че заваряването на части върху конвейери се извършва от роботизирани комплекси. Методът се характеризира с висока производителност и ниска цена на работа.

Недостатъкът е значителната цена на уникалното оборудване, спешната необходимост от привличане на висококвалифицирани специалисти за поддръжка, софтуерна поддръжка и фина настройка на компонентите на роботите. Технологията е предназначена за големи производствени обеми.
Заваряване с аргон - какви инструменти и оборудване имате нужда
Оборудването и аксесоарите за аргонодъгово заваряване са разделени на 3 групи.
Първият включва специални устройства, които извършват една специфична операция. Заваряването с аргон, извършвано от такива устройства, се използва в големи предприятия с широкомащабно непрекъснато производство.
Второ – специализирано оборудване, което е конфигурирано за работа с тесен набор от части от определена категория.
трето – универсални машини, използвани за различни видове операции и материали. Това е най-популярната група устройства, произведени в търговската мрежа.Те се използват широко не само за промишлени цели, но са в голямо търсене сред занаятчиите и „гаражните“ майстори.
Комплект оборудване за универсално аргоново заваряване:
- работно облекло, предпазни обувки, лични предпазни средства;
- агрегат за извършване на работа с неконсумативен електрод;
- волфрамови неконсумируеми електроди;
- тел за пълнене;
- маркучи за високо налягане;
- газова бутилка;
- газов редуктор;
- спомагателен инструмент.
В газов цилиндър, в компресирана форма, има газ - аргон. Бутилките се използват за различни газове. За да не се объркат еднакви контейнери с различно съдържание, цилиндрите са маркирани. Така че суровият аргон се изпомпва в черен цилиндър с бял надпис и бяла ивица. Технически аргон - също в черен цилиндър, но надписът е син, лентата е синя. Чистият аргон се отличава със сив цилиндър със зелен надпис и ивица. Друга специална техническа информация също е щампована върху цилиндрите.
Всеки редуктор е предназначен за собствен газ. Цветът на редуктора трябва да съответства на цвета на газовата бутилка. В евтин вариант можете да използвате "черен" редуктор на въглероден диоксид. Но най-често под аргон се монтира редуктор с ротаметър.
Кислородните маркучи с високо налягане се използват за аргон поради тяхното качество и надеждност. Вътрешният диаметър варира от 9 до 18 mm. Така че изборът на правилния няма да е труден.
Източникът на ток за заваряване с аргон се избира според целите и задачите, които трябва да се изпълнят по време на работа.
Волфрамовите електроди са предназначени за запалване и поддържане на дъгата. Те имат подходяща маркировка, характеризираща свойствата им и наличието на специални примеси.
Необходими са спомагателни материали за подготовка на метал за заваряване, например мелница, различни метални четки.
Съответствие с правилата за безопасност
Аргонът, както всеки друг метод на заваряване, изисква стриктно спазване на правилата за безопасност. Те са предимно прости, но тяхното изпълнение ви позволява да спасите не само здравето, но и живота.
Работата трябва да се организира в специални помещения или кабини. Когато не е възможно да се изпълнят тези условия, мястото за аргонова заварка се огражда с екрани. Те са панели, изработени от шперплат, боядисани с огнеупорен състав, който включва и цинков оксид, който абсорбира ултравиолетовите лъчи. Височината на такава ограда не може да бъде по-малка от 2 m.
Оборудването за заваряване с аргон се монтира на равна площ в съответствие с технологичните размери. Работното място на заварчика трябва да бъде оборудвано с изпускателна и захранваща вентилация. Изпускателните панели са много ефективни. Те са разположени хоризонтално или под ъгъл, така че замърсеният въздух от дъгата да се изпомпва надолу или далеч от заварчика. Това предотвратява навлизането на вредни вещества в дихателните пътища на работника.
Какво трябва да направите, преди да започнете:
- Проверете и се уверете, че специалното облекло, обувки и защитно оборудване на заварчика са в добро състояние, чисти и не са напоени с масло или други запалими вещества.
- Когато обличате гащеризона, закопчайте всички копчета, завържете панделките и завържете обувките.
- Сакото и панталонът трябва да се носят разпънати, джобовете да са затворени с капаци, а косата да е прибрана под украсата.
- Проверете работното място, осветлението, аспиратора.
- Отстранете ненужните детайли, ненужните елементи и запалимите материали.
- Огледайте оборудването.Той трябва да бъде надеждно заземен, високоволтовите контакти да са защитени и затворени и целостта на проводниците да не е нарушена.
- Уверете се, че измервателните и сигналните устройства и устройствата за заключване на оборудването работят.
- Не започвайте работа, докато установените недостатъци не бъдат напълно отстранени.

Как правилно да използвате заваряване с аргон инструкции стъпка по стъпка
Преди заваряване детайлът трябва да бъде добре почистен от замърсявания, машинно масло и отлагания от грес. Това може да се направи с всеки разтворител. Когато дебелината на заваряваните части е над 4 мм, е необходимо рязане на ръба, а заваряването с аргон се извършва само челно до челно.
За да се унищожат оксидните филми, ставата се обработва с метални четки. Връзка със сложна геометрия се почиства с ъглошлайф.
За да се премахне влагата, детайлите трябва да се нагреят до 150 градуса. За да се избегне изгаряне, медни или стоманени плочи се поставят под тънък метал за отстраняване на топлината.
Добавката се движи изключително пред горелката, по дължината на заваръчния шев.
Кратко време (5-7 секунди) преди запалването на дъгата се включва подаването на инертен газ. След като приключите със заваряването, отново трябва да изчакате същото време, преди да изключите газа.
Последователност от действия за работа с аргонова дъгова заварка:
- Включете оборудването.
- Свържете заземяващия проводник към заваръчната маса или детайла.
- Отворете крана на газовата бутилка.
- Доближете аргоновата горелка до частта, която ще заварявате, така че разстоянието до електрода да е 3-5 mm.
- Сложете предпазна маска и включете захранването.
- Задръжте получената заваръчна дъга на началния ръб на съединението, докато се образува локва от разтопен метал.
- С помощта на кръгови, плавни манипулации постигнете стопяване на ръбовете на страните.
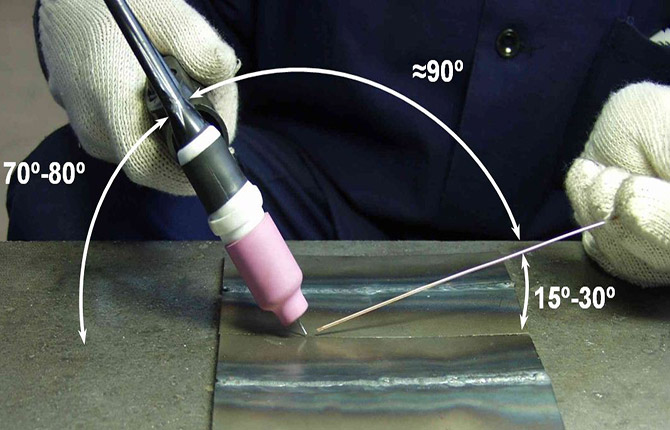
- Поддържайте ъгъл от 45 градуса между горелката и повърхността.
- Бавно и внимателно преместете горелката с иглата напред, като вкарате телта за пълнене в горелката.
- В края на заваръчния шев намалете тока, за да запълните кратера.
Заваряването с аргон е печеливш иновативен метод за възстановяване на продукти. Цената на заваръчните и възстановителните работи е значително по-ниска от производството на нова част. Обновеният продукт може да издържи много дълго време.
Използвали ли сте някога заваряване с аргон? Разкажете ни за характеристиките, които ще ви помогнат да придобиете умения по-бързо. Оставете своя коментар, споделете статията в социалните мрежи, добавете я към отметките.




Как да готвя с аргоново заваряване на открито при ветровито време?
Няма да можете да заварявате, както бихте направили в работилница – вятърът издухва защитния газ и оставя заваръчната вана отворена за външни влияния. Защитете зоната на заваряване с лист желязо. Ако нямате нищо подходящо под ръка, блокирайте вятъра със себе си, като застанете от страната, от която духа.
Какво да направите, ако заваръчната вана образува много мехурчета?
Регулирайте подаването на аргон към редуктора. Има или твърде малко газ (въглеродът излиза от метала), или твърде много.
Как да заточите правилно волфрамов електрод?
Наточете пръта на въртящо се диамантено колело. Ще издържи по-дълго от обикновената шлифовъчна машина. Поставете електрода с върха, обърнат от вас, в края на въртящия се кръг. Постигнете ъгъл на заточване от 20-30 градуса. За заваряване при токове от 200-300 A е необходимо заточване от 60 градуса.По-удобно е да заварявате тънък метал 1-1,5 мм с върха, като игла - ъгълът на заточване е приблизително 10 градуса.